Thrust Monitoring on Boiler Feed Pump Equipment
TECHNICAL ARTICLE
2nd February 2009 – For Immediate Release
THRUST MONITORING ON BOILER FEED PUMP EQUIPMENT
One of the challenges facing plant instrumentation engineers today is the effective and reliable monitoring of thrust bearing wear in critical pump applications. Typically pumps of this type are in continuous use and operational downtime is normally only permitted during planned outages. Predicting the wear and hence requirement to replace the thrust pads, is essential to fit in with this regime. With rotational speeds between 3000 and 7000 RPM, protection against potential pump damage is also key, as excessive thrust wear can not only damage the bearing assembly but also the impeller, resulting in the plant potentially being out of action for 6 months or more.
SENSONICS, specialists in condition monitoring systems, have been working with plant instrumentation engineers for many years providing effective measurement regimes through its range of equipment and services. The aim of this article is to describe the type of thrust monitoring solutions Sensonics can offer and how implementation is achieved.
A high pressure boiler feed pump set will operate with pressurised fluid within the thrust bearing, permissible total wear on the thrust pad from new is typically between 0.75mm and 1.25mm, before inspection or replacement is required. Older BFP designs utilise a hydrodynamic (water) lubrication system driven from the impeller action. Tilting pad thrust bearings, common for the newer BFP designs, utilise a high-pressurised hydraulic oil supply to minimise friction and this is particularly effective at start up or slow rotating speeds, where the hydrodynamic effect which establishes itself at rated speed is not present.
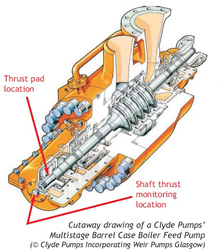
Figure 1: Cut-away illustrates Weir Multistage Boiler Feed Pump
Thrust pad wear indication can provide valuable feedback on how well the lubrication technique is working. Measurement of excessive wear could be due to inadequate oil pressure or flow around the assembly; a worn balance device can produce uneven forces on the bearing with the same result. Wear rates in combination with vibration measurements can provide a good guide to BEP (best efficiency point) performance of the pump.
In addition thrust monitoring is a key protection measure to ensure automatic shutdown in the event of safe operating limits being exceeded. A recent example is a 350MW turbine set and pump, where a Sensonics thrust monitoring system enabled safe shutdown of the BFP preventing bearing damage and a long outage period for the turbine set. While it is fairly straightforward to monitor the end of the drive shaft for changes in pad thickness the measurement is complicated by the following factors.
Shaft and Casing Expansion
Float in overall assembly
Measurement target shape and size
So the challenge is a measurement range for the shaft position that covers the mechanical expansion float, yet still provides accurate thrust wear indication. The Sensonics range of eddy current proximity probes are proven in such applications, the 8mm tip PRS04, with a half sensitivity arrangement offers a 4mm (4mV/um) range. If a greater range is required an 8mm range probe (20mm diameter) is recommended.
Special bracketry is usually required to achieve correct probe positioning and adjustment; dual redundant systems are common to ensure continued measurement integrity in the event of a probe failure. Mounted axially to the shaft, the ideal location is facing the shaft end, drilling and tapping the cover plate is common. If this is not possible, or the target area is insufficient (must be 2x probe diameter), a shaft collar can be utilised or added between the thrust and shaft end bearing. This has the advantage of being located closer to the thrust bearing and therefore reducing the amount of measurement error due to expansion and other shaft effects. Both probe types are available in a straight or disk format to suit either a direct or collar mounting arrangement.
Figure 2: Illustrating both the disk format and straight probe types.
Sensonics proximity probes comply with the API 670 standard and are available in a set range of tuned cable lengths. The probe is utilised in conjunction with a driver / lineariser to provide a voltage output proportional to gap and to complement the probe system, a thrust monitor and protection unit is required to process the measured signal. Sensonics have a wide range of thrust monitors to suit various applications. The standalone type key functions are detailed below.
Picture 3 caption: The Sensonics ME9601 Single Channel Thrust Monitor
Features & benefits of the Sensonics ME9601 Single Channel Thrust Monitor
Fully adjustable dual level alarms
Local alarm and measurement indication
Field adjustable thrust range with zeroing function
Transducer integrity alarm
Voltage and current recorder outputs
Fully configurable alarm relays
IP66 wall mounting stand alone unit
Mains powered
Can be mounted locally to the machine and supplied with gland fittings
To commission the system, the probe is adjusted against the shaft target at known increments and the linearity of the measurement system checked – some adjustment at the driver is possible if the target is not ideal. With the set cold and the shaft positioned with the thrust pads against the bearing disk, the probe is set against the target at a gap (typically mid-range), which permits the full measurement range required, including the float. (Note: Not taking all the shaft conditions in to account could result in the probe being damaged. The monitor unit is adjusted to read zero). If the shaft cannot be set on the thrust pads, it is still possible to set up the zero point provided the shaft position is known relative to the normal thrust pad position. Once run up to rated speed and load are achieved, minor zero adjustment may be required to allow for mechanical expansion. Positive and Negative going alarm levels can then be set, and from the point of commissioning, the thrust pad wear monitored with time.
In addition to thrust it is also usual to monitor vibration, temperature and speed on such plant. Sensonics offers a wide range of multi-channel monitoring and protection equipment, including a SIL-3 Overspeed trip system. All equipment is manufactured and supported through our offices in the UK, from which we offer a turnkey service from initial site survey and mechanical definition through to commissioning and support. ENDS.
Picture 4 caption: Sensonics Aegis Multi-Channel Monitoring of vibration, temperature and thrust.
Picture 5 caption; Sensonics 2003 Overspeed Trip with IIEC61508 SIL-3 Option
Further details are available from: Russell King, Sensonics Ltd, Berkhamstead, Hertfordshire, UK. Tel: +44 (0) 1442 876833. Fax: +44 (0) 1442 876477
Email: sales@sensonics.co.uk www.sensonics.co.uk
Case Study-Application PR issued for Sensonics Ltd by:
Andrew Harvey – Harvey Communications
Tel: +44 (0) 1342 714447 Fax: +44 (0) 1342 713233
Email: admin@harveycomms.co.uk www.harveycomms.co.uk
